Introduction
Each time a speaker makes sound a tiny coil of wire housed in a magnetic gap does the work. That coil the voice coil transduces electrical into mechanical energy, forcing air and making sound for your enjoyment. But the wire it‘s wound of is no mere copper; it is speaker voice coil enamel wire the magnet wire expertly constructed by Emerson. What it‘s made of thenisthe chemistry of the coating, the diameter, the shape of the cross-section affects whether a speaker that‘s a whisper converses softly, or pounds out thousands of watts of bass.
Making the right selection of enamel wire is a high-leverage decision for audio engineers, OEM speaker manufacturers, and component purchasing organizations for anything from microspeakers in cell phones to stadium-class subwoofers. Selecting the incorrect wire can mean early failure of the coil, compromised frequency response, or rework and cost overruns. Making the correct choice means stable impedance, stable thermal performance, and worry free product life.
Provides comprehensive coverage on all of the important details for speaker voice coil enameled wire covering insulation chemistry, conductor selection, wire gauge, heat dissipation, and sourcing techniques.
What Is Speaker Voice Coil Enamel Wire?
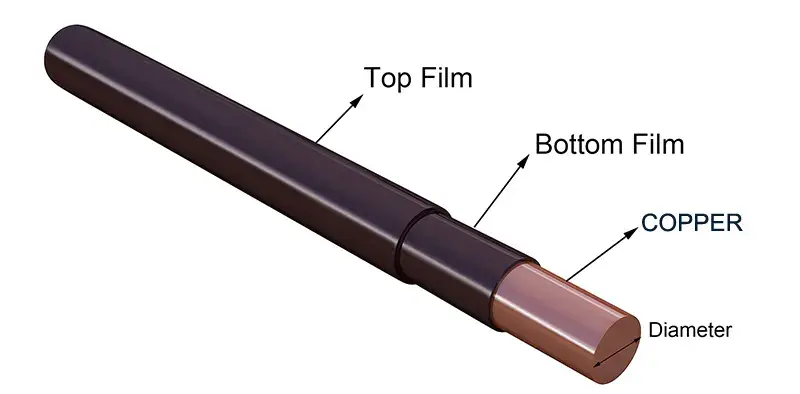
Speaker voice coil enamel wire (commonly known as magnet wire in the trade) is a fine copper wire insulated with one or more layers of thin, polymer film insulation. While we may speak of enamel, modern magnet wire is glazed with a coating of state-of-the-art polymer resins, applied in super-thin layers (usually between 0.001mm and 0.005mm).
The wire serves a dual purpose inside a loudspeaker:
Electric conduction: It transmits the audio signal (alternating current) from the amplifier to the voice coil assembly.
Electromagnetic actuation: Passing current through the wound coil generates a magnetic field, which in turn interacts with the existing magnetic field from the permanent magnet structure and creates the linear force (Lorentz equation F= B x I) that ‘rives’ the cone.
It is this layer of enamel that enables hundreds of turns of wire to be wound onto a bobbin (former) in such close proximity, without the wiring shorting to itself. Additionally, it offers mechanical protection to the insulators from abrasion during winding, and chemical protection againt oxidation and ingress of moisture in service.
The insulating layer should be as thin as possible without compromising mechanical or thermal stability. The insulation layer must be thin in order to maximize winding density while resilient to thermal cycling, long-term elevated temperatures and the strain exerted on a cone due to high power operation.

Types of Enamel Insulation for Voice Coil Wire
In all grade of magnet wire, enamel insulation is the most prominent design criteria which separate one grade from another. The exact chemistry of a particular polymer determines the solderability, thermal index, flexibility and chemical resistance. The four major classes of insulation used in speaker voice coil are:
Polyurethane (PU) Enamel The Standard for Small Speakers
Polyurethane: This appears to be the most common variey used for consumer speaker construction. Its main advantage is that it is solderable direct contact the enamel burns cleanly away during a solder joint so quick, reliable termination can be achieved without stripping the wire manually, for automated, high-volume production.
Polyurethane enamel wire is available in two thermal grades:
F Class (155 degreesC): Designed for consumer electronics, portable speakers & intermediate power work.
Class H (180 degreesC): Used where slightly higher operating temperatures are foreseen.
The primary weakness of polyurethane is its relatively low thermal ceiling. In a high powered subwoofer or professional PA the continuous coil temperatures may be far higher than the enamel‘s rating, causing the insulation to break down.
Polyester and Polyesterimide Enamel The Mid-Range Workhorse
Polyester enamel has increased heat resistance over standard polyurethane, with a temperature index of 180 degreesC. Polyesterimide (a modified polyester with imide bonds incorporated) increases this still further to 200 degreesC and above, making it a common mid-range and woofer applied material.
THEIC modified polyesterimide (or Class H or C as specified in certain standards) is also sought after for enhancing the resistance to chemicals, adhesives, solvents used in voice coil assembly.
The compromise: in order to tin the wire a mechanical or chemical stripping must be performed in order to terminate the wire to the socket.
Polyamide-Imide (PAI) Enamel High-Reliability Performance
Polyamide-imide enamel has a high heat resistance like polyimide, but strengthens it in terms of mechanical properties like polyamide. It provides a temperature index of 220 degreesC, and a high dielectric breakdown resistance making it suitable to high-value applications like professional audio, automotive infotainment or industrial loudspeakers.
The PAI enclosures also offer excelled humidity and highly aggressive solvent resistance – significant areas for Automotive and Outdoor speaker applications.
Polyimide (PI) Enamel Maximum Thermal Performance
Polyimide enamel wire (also available under trade names such as Pyre-ML and HML) is the top of the line in the entire magnet wire family with a maximum thermal rating (temperature index) of 240–250 degreesC. This type of wire is used by professional touring loudspeakers, high power subwoofers, and other applications where high sustained temperature operation is expected.
Polyimide coating‘s benefit is its excellent dielectric strength (max 1,500 volts), excellent resistance to high temperatures and its excellent mechanical toughness when wound around tight-radius winding. The disadvantages are is more expensive and whereas polyesterimide the need to strip it off prior to soldering.
| Enamel Type | Temperature Index | Solderable Direct? | Typical Application |
|---|---|---|---|
| Polyurethane (PU) | 155–180°C | Yes | Consumer speakers, portable audio |
| Polyester / Polyesterimide | 180–200°C | No | Woofers, midrange drivers |
| Polyamide-Imide (PAI) | 220°C | No | Automotive, professional audio |
| Polyimide (PI) | 240–250°C | No | High-power pro, subwoofers |
Copper vs. Aluminium: Choosing the Right Conductor
The base conductor material also affects the electrical efficiency of the wire, the contribution to the moving mass and thermal behavior of the resulting wire.
Copper: The Gold Standard
Once again, copper reigns supreme as the conductor material of the voice coil enamel wire used in speakers and again, the reasons are compelling. Copper‘s high electrical conductivity compared with other metals and nearly as good as silver‘s, results in a material that is only 62% as resistive, whereas aluminium is nearly three times worse – keep in mind that resistivity is the reciprocal of conductivity! Resisitivity is also far better than this, resulting in low resistive losses and low heat build-up while maintaining accurate control of the inductance making for an excellent low frequency.
Another advantage of using copper instead of aluminum for the voice coils is that the higher tensile strength allows for more forgiving winding, don‘t break the wire as easily on automated winding machines, and makes for a more reliable solder connection. For woofers and subwoofers that need to handle large power levels and exhibit excellent bass linearity, copper-wound voice coils are still the standard today.
The only inherent drawback of the copper is its density a heavier moving mass reduces the transient response and may affect high frequency extension, a significant issue for tweeter and full-range driver design.
Aluminium: When Moving Mass Matters
Aluminium enameled wire is selected where minimising weight is of highest engineering importance. Aluminium is around 70% lighter than copper by density, thus drastically reducing the moving mass of the voice coil assembly and consequently improving sensitivity and high frequency transient response.
A trade-off for this is conductivity. Aluminium has only 61% (0.61 times) the electrical conductivity of copper, so an aluminium coil would need 56% (0.56 times) greater cross-sectional area than a copper coil of the same mechanical form to achieve the same electrical effect, further reducing the weight reduction and making impedance achievement more difficult.
Aluminium tends to form a passive oxide layer which gives the alloy resistance to corrosion in naturally dry conditions. This is an inherent advantage of the alloy in situations where high moisture levels are present. Aluminium coils also have greater thermal considerations. Due to the lower melting point of aluminium, the alloy is more vulnerable to thermal stress induced failure.
HoweverCopper-Clad Aluminium(CCA) wire is a hybrid, aluminium clad with a thin outer layer of copper. CCA provides better conductivity than all aluminium wire, with much better solderability and weight savings compared to full copper wire making it suitable for mid-range drivers and wide-band applications.
Round Wire vs. Flat (Ribbon) Wire: Cross-Section Comparison
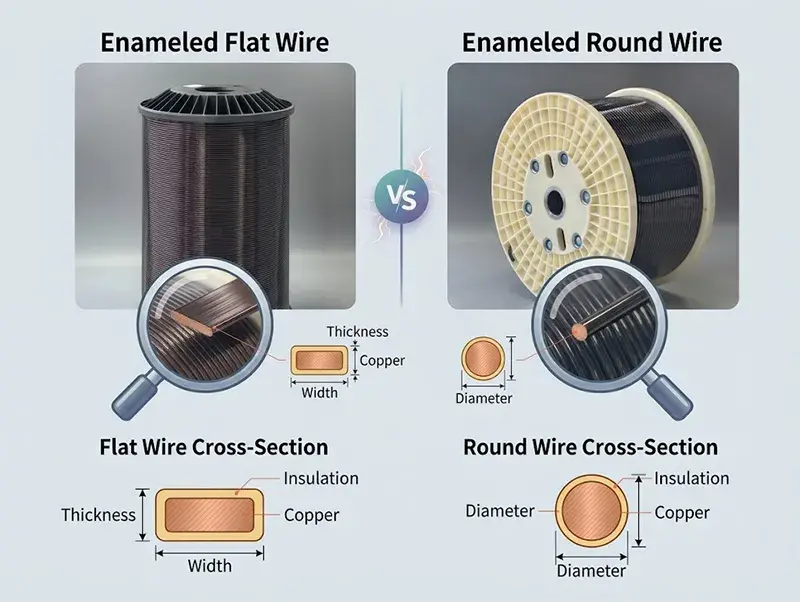
Round Wire: Universal, Reliable, Cost-Effective
Round-enamel wire is by far the most widely used form factor for voice coil windings. There is the largest selection of rod gauges, it is compatible with standard multi-axis winders, and the supply chain recognizes round wire very well. For most consumer and professional speaker applications round wire provides the best mix of performance, availability, and cost.
The one acoustic drawback of round wire is packing efficiency. Thanks to the spaces resulting from the circular cross-sections, round wire has around a 20% less winding density than flat wire. This means there is a maximum number of turns per unit height for the former, and limits power handling and efficiency over similar flat-based applications.
Flat (Ribbon) Wire: Maximum Efficiency, Demanding Manufacturing
A flat or ribbon wire (rectangular across section rather than round) has been found in high performance voice coils since the early cinema compression drivers from the likes of Western Electric. When wound on edge flat wire can present about three times the amount of conductor to the gap as round wire, allowing greater flow of current, greater dissipation of heat, due to increased surface area contact between layers, and increased efficiency.
The increased packing density also provides a useful increase in the damping factor (power into the voice coil) and mechanical coupling (between voice coil/former) thus providing a tighter, more controlled bass in subwoofer applications.
The manufacturing challenge is great: enamel coating of a single flat wire with high aspect ratio must be applied after flattening, at slow winding speeds, and with specialised tensioning and guiding systems. For high volume mass-market production, this complexity makes flat wire a luxury for products where performance otherwise dictates high cost.
Self-Bonding Enamel Wire: Streamlining Voice Coil Production
Self-bonding enamel copper wire is insulated by 2 layers the first: an enamel for electrical insulation and the second thermoplatic bond coat for holding the winding. When heat or solvent is added during winding the bond coat melts and glues turns together locking the wound coil in place without the need for external adhesive impregnation.
This construction offers three key production advantages:
Simplified manufacturing:- Removes the extra step of applying the adhesive and curing from the existing winding process which minimizes the cycle time and cost per unit.
Uniform coil geometry: In-situ joining preserves equal turn-to-turn separation and coil shape during handling up to final assembly.
Bobbin-free (free-standing) coil capability: With adequate bond strength, self-bonding wire coils are wound and released from a mandrel to achieve bobbin-free voice coil designs that still further reduce moving mass.
Self-bonding polyurethane wire (activated at 120–160 degreesC) is most often used in consumer speakers. Self-bonding polyesterimide or polyamide-imide series grades are suitable for professional high-temperature applications.
Wire Gauge Selection: Matching Diameter to Your Application
Wire gauge The diameter of the bare conductor is the single most important specification choice of the voice coil design. It affects:
DC resistance (and thus nominal impedance rating 4,8,16)
Ampacity and power-handling of
Number of turns for a specific height of a coil
Mass loading contribution from the wire itself
The following gauge-to-application mapping reflects industry practice:
| Wire Diameter | Typical Impedance | Application Profile |
|---|---|---|
| ≤0.10 mm | 8–16Ω | Microspeakers, earbuds, MEMS drivers |
| 0.10–0.20 mm | 8Ω | Tweeters, small midrange drivers |
| 0.20–0.35 mm | 4–8Ω | Midrange, small woofers, computer speakers |
| 0.35–0.50 mm | 4–8Ω | Woofers, automotive door speakers |
| 0.50–0.63 mm | 4Ω | Medium subwoofers, home theatre woofers |
| 0.63 mm+ | 2–4Ω | High-power subwoofers, PA woofers |
One more practical aside on resistance calculation: where the for resistivity, L the total length of wire, and A is the cross-sectional area of the wire. Actual voice coil impedances are 10-20% higher than the calculated resistance, which must be taken into consideration when designing speakers with a standard nominal impedance value.
(For high power subwoofers and amps and pro-systems and extended DC power handling the deeper gauge wires and polyimide enamel are common.) For fine-detail tweeter performance, the lowest practical gauge of wire (for a given target impedance) yields the best HF response and sensitivity.
Thermal Management and Power Handling
Why Heat Is the Primary Failure Mode
Most voice coil failures, whether in pro sound or consumer speakers, are thermally related. When a speaker is in operation, resistive losses (I2R) serve to increase the coil temperature in direct relation to input power. For high-power applications especially subwoofers with continuous low-frequency energy coil temperature can rise above 200 degreesC.
At those temperatures, three failure mechanisms compete:
Enamel insulation failure: When the coil reaches a temperature above the thermal index of the enamel, it begins to melt and lose its dielectric properties, resulting in inter-turn Short-circuiting where the heat is required. It is for this reason that polyurethane is not used but polyimide enamel in high demands in order to withstand higher temperatures.
Adhesive degradation- At higher temperature the adhesive joining the wire to the former (bobbin) becomes soft enabling the wound coil to move or delaminate from the former–another destructive failure mode.
Former (bobbin) softening: paper based formers give results at rather low temperatures. Increasing power levels are then handled by aluminium foil formers, Kapton (polyimide) film, and finally composite materials such as Hisco P450 (glass fibre/polyimide laminate). The P450-based formers can operate at more than 300 degreesC.
Heat Dissipation Strategies
Effective thermal management extends voice coil life and enables higher continuous power ratings:
Vented pole pieces permit the hot air to escape from inside the magnetic gap.
Ferrofluid in the gap region between the coil and pole piece provides direct liquid-to-metal heat transfer into the magnet structure leading to an order of magnitude increase in sustain power handling.
Flat wire winding offers increased contact surface in between the turns of a coil, with better lateral heat conduction.
Large former (aluminium) becomes a heat sink but eddy current generation needs to be taken into account in high-excursion designs.
Voice Coil Winding: Process, Precision, and Quality Standards
The Winding Process
Voice coil winding is an automated precision process. Key steps include:
Bobbin preparation: The previous (paper, Kapton, aluminium or composite) is cut, rolled and bonded to the desired diameter.
Wire tensioning: Automated winding machines maintain a precise tension to avoid inconsistencies in turnspacing and coil geometry. Slight variations in tension can cause impedance differences that decreases channel-matching in stereo, arrays, etc.
Layer winding: The voice coil is frequently single layer or multilayer (2,3 4layers) based on the desired impedance. Impedance can be raised with larger number of layers of coil in a given gap height.
Adhesive cure With non-self-bonding wire, the wound coil is impregnated with a heat curing adhesive and cured in an oven to fix the winding geometry.
Termination: Lead wires are soldered / welded to the coil ends and dressed to satisfy assembly specification.
Standards and Certifications
Top-ranked manufacturers of speaker voice coil enamel wire also conform to the following standards:
IEC 60317: The main international standard describing the dimensions and electrical and mechanical characteristics of enamelled copper and Aluminium wire.
JIS C 3201: The equivalent Japanese Industrial Standard requested by many Japanese OEMs.
UL certification: Needed for enamel wire when product is marketed in North America.
RoHS and REACH compliant: Critical for wire sold into the European Union and more and more demanded by world OEMs.
While consulting a wire supplier, it is more meaningful to ask for their test certificates about the strength of breakdown voltage, elongation, conductor resistance and pinhole test to make sure they always meet the standards.
Sourcing Speaker Voice Coil Enamel Wire: What to Look For
Specify Before You Source
Before issuing an RFQ, define the full wire specification:
The most important property of conductor is conductivity of the material. It can be reinforced by: Conductor material: Copper, aluminium or CCA.
Diameter of bare conductor (+/- tolerance)
Enamel type. PU, PE, PEI, PAI or PI designed to your thermal and solderability demands
Build (coating thickness): Single build, heavy build or triple build
Bond coat: Yes/no; if yes aticatded method of activation (heat, solvent or pressure)
Vasculature less than 0.6mm in diameter
Resistance of the conductor at 20degreesC (/m)
Applicable standards should have been IEC 60317, JIS C 3201, or other standard.
Compliance requirements: RoHS, REACH, UL
Key Supplier Evaluation Criteria
The most important parameter of quality in high volume voice coil manufacture is dimensional consistency. In large volume production any variation in either bare diameter, enamel layer thickness or conductor resistance will cause scatter of impedance from unit to unit an unacceptable failure mode in most crossover or channel strung systems.
Evaluate suppliers on:
Pinhole count (enamel layer short circuits per length 8 pinholes for fine wire per 5m IEC 60317 limits)
Solderability (for PU types – clean burn-off @ the specified temperature with no residue)
Elongation (minimum 6% for fine wire sizes reflects strength of the wire to cope with the winding tension without breaking)
Breakdown voltage (minimum 250V for ultra-fine wire indicates integrity of insulation)
Traceability between batches (including batch production records) and quality management system certified (ISO 9001)
Minimum Order Quantities and Lead Times
Fine enamel wire can be sourced from magnet wire specialists for voice coils at 1–5kg minimum orders for diameters less than about 0.10 mm. Popular diameters in general grades will normally be available to order with a dedicated distributor with 2–15 days delivery time. The more difficult custom wire diameters, non-polyimide enamel types, or non-typical build thicknesses can take 4–8 weeks.
See also: [Voice Coil Former Materials Guide] | [Speaker Driver Impedance Design Fundamentals]
Frequently Asked Questions
Q: Which wire is best for a voicoil?
A: Enamelled copper wire with polyurethane insulation is used for most applications- offers good electrical characteristics, ensures good solderabilty and has a operating thermal range of 155 180 degreesC. Polyimide-enamelled copper wire would be used for high power (professional/ automotive applications) having a thermal index of 240 250 degreesC. For reducing moving mass for high frequency sensitivity aluminium would be used.
Q: What is the purpose of the insulated enamel?
A: An electric insulator on the wire insures against short-circuiting between turns of the winding. It also ensures that the winding does not fold or collapse during the winding process. The coating also shields the wire from oxidation and moisture.
Q: What wire gauge should I use for a voice coil?
A: Target impedance, power handling and frequency range are all considerations when choosing a wire gauge. The thinner the wire (larger the number), the more turns it makes in a given former height, thus the greater the resultant impedance and inductance. The thicker the wire (smaller number), the more current and power it can conduct. Typical diameters for tweeters and microspeakers are 0.10–0.20 mm. The diameter required for high power subwoofers is 0.50 mm+ (2).
Q: What is self-bonding enamel wire and its use in voice coils?
A: Self-bonding enamel wire has an outerthermoplasticadhesive coating over the normal enamel insulation. When heated in thewinding process, thethermoplasticcoatingsoften and fuseadjacent turnstogether permanently locking the coil geometry in place without the need for any outside glue. This reduces cycle time and makesproductio neasier, and enables a free-standing coil constructionwhich reduces the moving mass.
A: Polyimuide is is a more heat resistant enamel wire. Polyurehane has been used for several years. However, polyimuide enamel wire is still not available at high voltages such as 1KA.
A: Polyurethane enamel (Class F/H, 155-180oC) is direct solderable (therefore easy to terminate) and the default for most consumer electronics and lower-power speakers. Polyimide (Class C, 240-250o C) enameled wire is many orders of magnitude more thermally resistant and is used for high power professional speakers and subwoofers where the accumulated coil temperature would burn through lower grade insulation. Polyimide wire must be stripped for soldering and is more expensive than polyurethane.
Q: What are the rules for use with developer voice coil coating wire?
A: The main international standard is IEC 60317, which covers requirements for enamelled copper & aluminium wire, such as dimensions and “breakdown” voltage, elongation, the resistance of the conductor and “pinhole” count. In Japan, JIS C 3201 performs the same task. The customer also needs to see the suppliers ISO 9001, and if it is ETSDPS, RoHS/REACH labels with the necessary CAD respectively.
Conclusion
Speaker voice coil enamel wire is at the convergence of electrical engineering, materials, and manufacturing technology. Each specification choice driver conductor specification, enamel type, wire diameter, shape of cross-section, bond coat directly and quantitatively affect the performance, reliability, and manufacturability of the end speaker.
For B2B buyers and design engineers, the principles are no more complex: Choose the right type of enamel for the right thermal environment, choose the right wire gauge for the impedance and wattage capabilities required, choose self-bonding wire when production efficiency is critical, and buy traceable, standards-compliant products from a trusted and certified supplier.
Making these decisions correctly at design time prevents the most frequent causes of voice coil failure, generates fewer materials scrapped during production, and provides the high quality, consistent sound performance required by discerning customers and competitive markets.
Prepared to specify the perfect enamel wire for your next speaker build? Contact our technical team for a wire selection consultation or ask for a sample pack tailored to your application needs.